



输入电压:AC190V-AC250V 50Hz
电气损耗:静态 ≤ 0.1W 工作 ≤ 60W
输出电压:DC24V
负载能力:总输出2.3A建议单个电磁阀200mA(DC24V)
外形尺寸:面板安装(25CMX16CM 螺丝孔直径6MM)主机尺寸(27CMX17.5CMX6CM)
一, 产品概述:
此产品适合配套于独立的单/双头的砂箱+射砂+抽芯+进出料的机械设备结构,最多七路输出控制,也可独立关闭某一功能(参数设置为”0”即可跳过),采用高可靠性单片机控制系统,九组参数预存选择(V2.5版本以上新增六组程序控制预案和报警急停功能)人性化的程序设计理念,不怕掉电的数据储存,高集成度的SOP贴片IC生产工艺,从而保证产品的配套性与稳定性。

应用案例
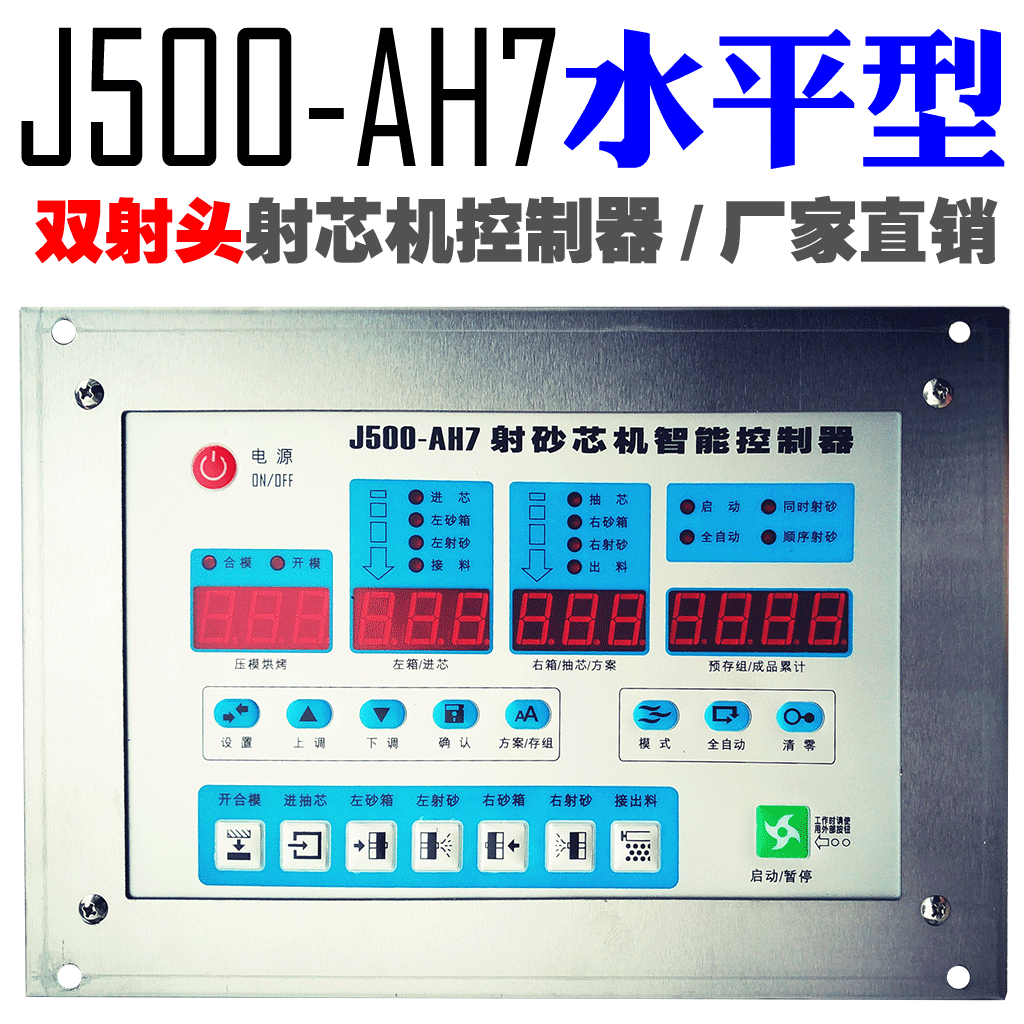
二, 面板介绍:

电源:依次按一下,可以打开和关闭电源(电子开关,非完全断电,检修操作中请断开电源输入线,以防安全)。
压模烘烤:状态为合模和开模。LED灯指示其工作状态,设置数据时闪烁,工作时数码管显示当前状态的倒计时数据。
左箱进芯:状态分为:进芯、左砂箱、左射砂、接料。设置数据时对应LED同时闪烁,工作时数码管显示当前状态的倒计时数据。
右箱进芯:状态分为:抽芯、右砂箱、右射砂、出料、自动延时、程序方案。查看时显示“―X―”程序方案,工作时数码管显示当前状态的倒计时数据。
预存组成品累计:设置和查看预存组时显示”预存号+设置代号”,工作时显示成品的累计数量。掉电仍然保存最后的累计数量。
设置数据时对应LED闪烁,工作时LED闪烁表示正等待至0。
(1) 手动区域:
在待机状态(非工作和设置时)。蓝色区块中的每个按键分别对应不同的打开和关闭的端口输出模式。
(2) 设置区域:
工作模式选择:半自动->全自动,全自动模式为延时后重新启动。
射砂模式选择:同时射砂->顺序射砂,设置的时候可以循环选择。
设置上调下调模式按键为移位选择要操作的数据并增加或者减少其延时时间数据,以闪烁提示您修改当前的数据,长按自动递加或者递减。设置为零,将跳过此步;模式切换按键为你改变射砂模式:同时射砂为右砂箱与射砂完全与左边数据相同并同步工作(右射砂和右砂箱数据无效)。
预存组为你保存或者调入您的数据方案,方便您对不同沙模的设置参数提取不同的一组数据。设置时在成品累计中显示“X――1”到“X―13”此键功能为调入之前的预存数据方案,“X―14”为修改即将要存的预存数据方案组号,“X―15”为修改程序的控制预案。
确认键为您所设置的所有参数保存起来并退出到待机状态,二次的关机开机数据不会丢失。
清零按键将清零成品累计数量。
启动停止启动或者暂停您当前的操作(保存原通断状态,不倒计时),停止功能在全自动方式下暂时停止二次启动,二次启动后全自动功能仍然正常使用,如果要永远停止自动启动,请在设置中关闭(此功能慎用,仅延后直接启动,操作中注意安全!)。此按钮等同外接引出航空端子,工作中必须使用外接,以延长控制器上的按钮寿命。
全自动此方式在设置时可以增加延时的时间,关闭(全自动灯不亮)为跳过;设置时也不会显示延时功能的时间更改步骤“X―13”。
电源按钮将开启和关闭控制器(不等同与机械开关,关闭仍有电流,为下次开启提供条件,设备检修时应断开或拔掉主电源)。
三, 设置操作:
开机显示“AH―――――1――1―”显示数据为你最后一次配置的方案-预存号,3秒后进入待机状态并且调入预存号对应的数据,AH为本机代码,中间1是程序控制方案号,后面1是预存的数据组号,进入待机状态等待您的下个操作。蓝色区域按键为手动调试,按一下,对应输出一个控制端线口,相应指示灯亮,再按一次即关闭,按动设置则数码管和LED灯闪烁时告知您当前的对应的修改参数值。设置中“预存组/成品累计”窗显示当前的预存数据组号和设置步数,待机或工作中按预存能完整显示程序控制方案号和预存数据组号,如“―1―――1―”。
四, 设置数据:
延时自动启动的数据公用,其他的数据相互独立。
设置时各射砂模式设置数据功能对应功能表:

*X为预存组号(1-9),同时射砂设置相同则自动复制左边的数据*
*在开模前5秒启动报警,持续输出X秒(设定的时间)后停止*
/ 设置号1-15的表数据可以从0-999(延时范围0-255)间任意更改、保存。以满足您对不同砂模体的完全掌控。设置“0”工作时为跳过次步骤。
/ 在11的工作数据(接料前等待时间)仅适合1,2,5,6方案组。
/ 调试报警器方法:进入设置后,按进出料按钮可以输出报警,电压DC24V。
/ 全自动工作步骤循环:(例如选择程序控制号1):
1->2->3->5->7->4->6->8->9->10->11->12->13->1-> 重复循环【二次启动完全靠时间延时,不熟练者慎用】。
/ 程序走向控制方案组:
-1-X-:1->2->3->4->5->6->7->8->9->12->10->11.
-2-X-:1->2->3->5->7->4->6->8->9->12->10->11.
-3-X-:1->2->3->4->5->6->7->8->9->10->12->11.
-4-X-:1->2->3+4->10->5+6->11->7+8->9->12
-5-X-:1->2->3->5->7->9->4->6->8->12->10->11.
-6-X-:1->2->3->5->4->6->8->7->9->12->10->11.
-7-X-:1+10->2->3+4->5+6->7+8->9->12->11.
-8-X-:1->2->3->4->5->6->7->8->9->10->11+12.
参数指标:
�7�8 输入电压:AC190V-AC250V 50Hz
�7�8 电气损耗:静态 ≤ 0.1W 工作 ≤ 60W
�7�8 输出电压:DC24V
�7�8 负载能力:总输出2.3A建议单个电磁阀200mA(DC24V)
�7�8 外形尺寸:面板安装(25CMX16CM 螺丝孔直径6MM)主机尺寸(27CMX17.5CMX6CM)

五, 端口接线说明:
电源与电磁阀控制焊接端口线:

开始按钮控制线(等同于面板上的启动/暂停按钮,此端口没有暂停功能):
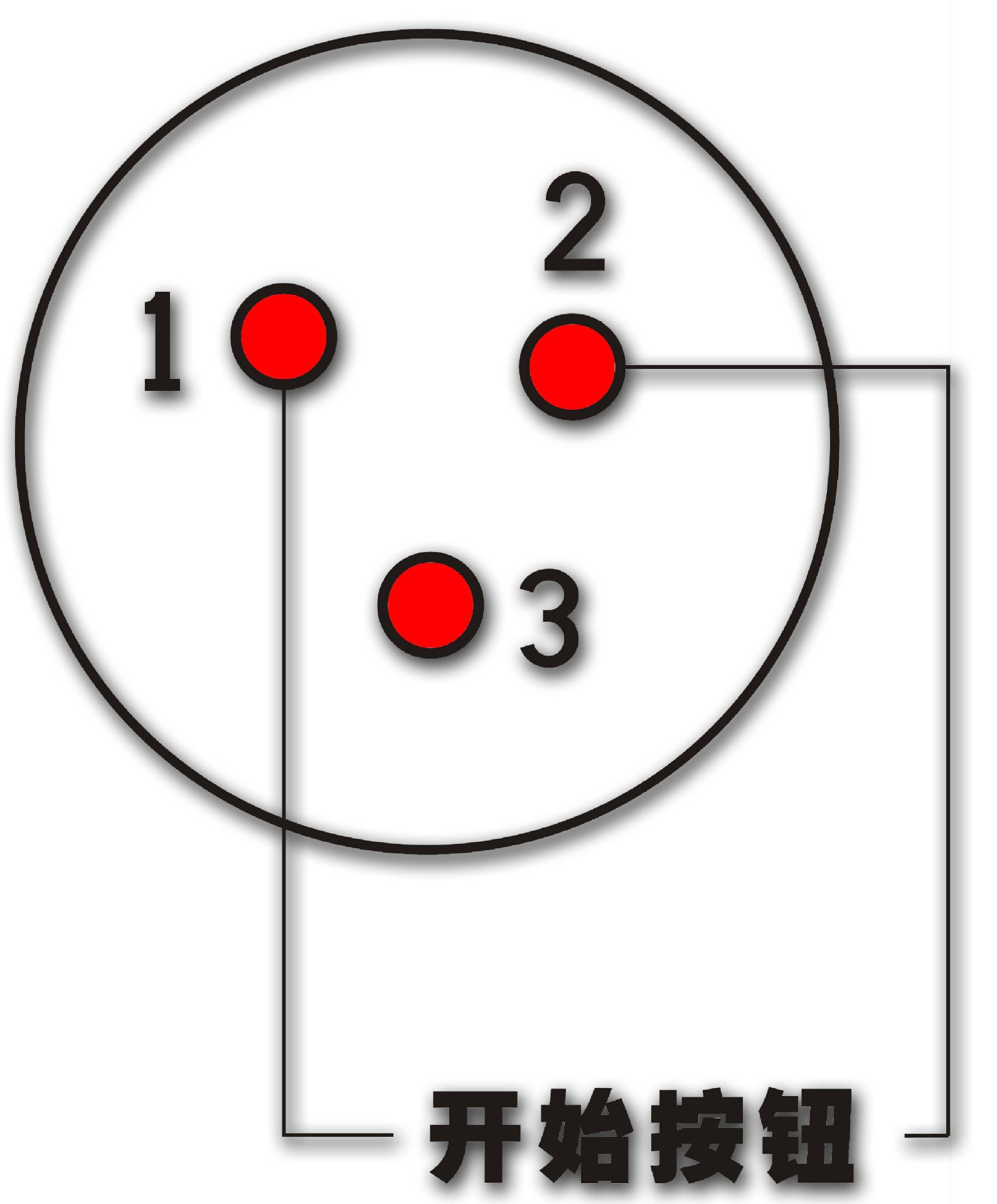
外接点动型按钮(非锁定),防止工作时直接高频繁操作面板上的按键而缩短整机使用寿命,此按钮一定要外接!
------------------------------------------------------------------------------------------------------------------------
X 2016新款免焊接线端:(增加急停和报警接口)

ylj 电气接线图:

z 备用电源:射芯机开机不正常(无显示)时代替内置电源的功能,正常可不接
电话:13353339890
邮箱:tech@jro.cn
网址:http://www.jro.cn
地址:浙江省乐清市柳市镇上园中路电子大厦二楼213号